
1. Osnovni konstrukcijski elementi brusilnega traku:
Brusni trakovi so na splošno sestavljeni iz treh osnovnih elementov: osnovnega materiala, veziva in abrazivov.
Osnovni material: platnena podlaga, papirna podlaga, sestavljena podlaga.
Vezivo: živalsko lepilo, polsmola, polna smola, vodoodporni izdelki.
Abrazivi: rjavi korund, silicijev karbid, cirkonijev korund, keramika, žgani, umetni diamant.
Metoda spoja: ploski sklep, trebušni sklep, čelni sklep.
2. Obseg uporabe brusilnega traku:
(1).Industrija obdelave plošč: surov les, vezan les, vlaknene plošče, iverne plošče, furnir, pohištvo, gradbeni materiali in drugo;
(2).Kovinsko predelovalna industrija: neželezne kovine, železne kovine,;
(3).Industrija keramike, usnja, vlaken, barv, plastike in gume, kamna in drugih.
3. Izbira brusilnega traku:
Pravilna in razumna izbira brusilnega traku ne pomeni le dobre učinkovitosti brušenja, temveč tudi upoštevanje življenjske dobe brusilnega traku.Glavna osnova za izbiro brusilnega traku so pogoji brušenja, kot so značilnosti brusilnega obdelovanca, stanje brusilnega stroja, zmogljivost in tehnične zahteve obdelovanca ter učinkovitost proizvodnje.Po drugi strani pa ga je treba izbrati glede na značilnosti brusilnega traku.
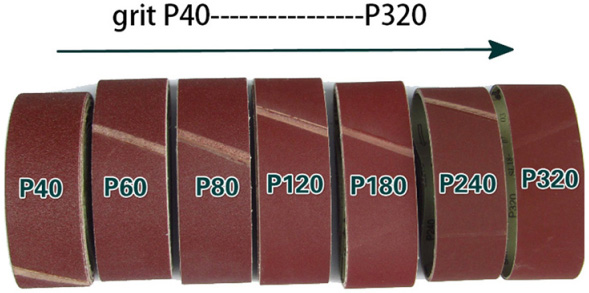
(1).Izbira velikosti zrn:
Na splošno je pri izbiri velikosti zrn abraziva treba upoštevati učinkovitost brušenja in površinsko obdelavo obdelovanca.Za različne materiale obdelovanca so razponi velikosti zrn brusilnih trakov za grobo brušenje, vmesno brušenje in fino brušenje prikazani v naslednji tabeli.
| Material obdelovanca | Grobo brušenje | Srednje brušenje | Fino mletje | Metoda mletja |
| Jeklo | 24-60 | 80-120 | 150-W40 | Suha in mokra |
| Neželezne kovine | 24-60 | 80-150 | 180-W50 | Suha in mokra |
| Les | 36-80 | 100-150 | 180-240 | Suha |
| Steklo | 60-120 | 100-150 | 180-W40 | Mokra |
| Barva | 80-150 | 180-240 | 280-W20 | Suha in mokra |
| Usnje | 46-60 | 80-150 | 180-W28 | Suha |
| Guma | 16-46 | 60-120 | 150-W40 | Suha |
| Plastični | 36-80 | 100-150 | 180-W40 | Mokra |
| Keramika | 36-80 | 100-150 | 180-W40 | Mokra |
| Kamen | 36-80 | 100-150 | 180-W40 | Mokra |
(2) .Izbira veziva:
Glede na različna veziva lahko brusilne trakove razdelimo na štiri vrste: brusilni trakovi z živalskim lepilom (splošno znani kot suhi brusilni trakovi), polsmolni brusilni trakovi, polno smolni brusilni trakovi in vodoodporni brusilni trakovi.Obseg uporabe je naslednji:
① Živalski lepilni pasovi so poceni in enostavni za izdelavo ter so primerni predvsem za brušenje z nizko hitrostjo.
② Brusilni trak iz pol smole izboljšuje pomanjkljivosti, kot so slaba odpornost na vlago in toplotno odpornost brusnega traku za živalsko lepilo, kar močno izboljša zmogljivost lepljenja, zmogljivost brušenja pa se podvoji, ko se cena malo poveča.Široko se uporablja pri brušenju kovin in nekovin, še posebej v bolj priljubljeni industriji predelave lesa in usnja.
③ Brusilni trak iz polne smole je izdelan iz visokokakovostne sintetične smole\visoko trdne bombažne tkanine in visokokakovostnih abrazivov.Cena je razmeroma visoka, vendar je odporna proti obrabi in se lahko močno bruši.To je kos nalogi, ko je potrebno hitro delovanje, veliko rezanje in visoko natančno brušenje.Zgornje tri vrste brusilnih trakov so primerne za suho brušenje in jih je mogoče brusiti tudi v olju, vendar niso vodoodporne.
④ V primerjavi z zgoraj omenjenimi brusilnimi trakovi imajo vodoodporni brusilni trakovi višje zahteve za surovine in bolj zapletene proizvodne procese, kar ima za posledico manjšo proizvodnjo in višje cene.Ima značilnosti brusilnega traku iz smole in se lahko uporablja tudi neposredno za brušenje vodnega hladila.
(3).Izbira osnovnega materiala:
Papirna podlaga
Enoslojni lahek papir 65-100 g/m2 je lahek, tanek, mehak, nizke natezne trdnosti in nizke cene.Večinoma se uporablja za fino ali srednje brušenje, primeren za ročno ali vibracijsko brušenje.Poliranje kompleksno oblikovanih obdelovancev, brušenje ukrivljenega lesa, poliranje kovinskih in lesenih zaključkov ter brušenje preciznih instrumentov in merilnikov itd.
Večslojni srednje velik papir 110-130 g/m2 je debelejši, prožen in ima večjo natezno trdnost kot lahki papir.Uporablja se za ročne ali ročne polirne stroje za izdelavo brusnega papirja v obliki listov in zvitkov.Odstranjevanje rje in poliranje kovinskih obdelovancev, brušenje lesenega pohištva, poliranje temeljnega kita, strojno poliranje laka, poliranje ohišja ur in instrumentov itd.
Večslojni težki papir 160-230 g/m2 je debel, prožen, z visoko natezno trdnostjo, nizkim raztezkom in visoko žilavostjo.Uporablja se za izdelavo papirnih brusilnih trakov za strojno obdelavo.Primeren je za bobnasto brusilko, širokotračno brusilko in splošno tračno brusilko, predvsem za obdelavo vezanega lesa, iverne plošče, vlaknene plošče, usnja in lesa.
Osnova iz blaga
Lahka tkanina (keper), zelo mehka, lahka in tanka, zmerne natezne trdnosti.Za ročno ali strojno uporabo z nizko obremenitvijo.Brušenje kovinskih delov in odstranjevanje rje, poliranje, obdelava plošč za bobnasto brušenje, obdelava okvirja šivalnega stroja, lahki brusilni trakovi.
Srednje velika tkanina (grobi keper), dobra fleksibilnost, debela in visoka natezna trdnost.Splošni strojni brusilni trakovi in brusilni trakovi za težke obremenitve, kot so pohištvo, orodja, električni likalniki, jeklene pločevine iz peska in brušenje rezila motorja.
Težka tkanina (saten) je debela in ima večjo trdnost v smeri votka kot v smeri osnove.Primeren je za težko brušenje.Uporablja se za obdelavo velikih plošč.
Sestavljena osnova
Posebej debel, visoke trdnosti, proti gubam, proti natezi in proti lomljenju.Trpežen brusilni trak, še posebej primeren za obdelavo giljotinske plošče, vlaknene plošče, vezanega lesa in brušenje intarziranih talnih oblog itd. Jekleni papir je izjemno debel, z visoko trdnostjo, nizkim raztezkom in dobro toplotno odpornostjo.Uporablja se predvsem za peščene plošče, varilne šive, odstranjevanje rje, kovinsko kožo in oksidno plast itd.
4. Izbira abrazivov:
Običajno je to material obdelovanca z večjo natezno trdnostjo.Izberite korundni abraziv z večjo žilavostjo, višjo odpornostjo na pritisk, močno odpornostjo na drobljenje, visoko temperaturno odpornostjo in kemično stabilnostjo;

Za kovinske in nekovinske obdelovance z nizko natezno trdnostjo in visoko žilavostjo izberite abrazive iz silicijevega karbida z visoko trdoto, visoko krhkostjo in krhkostjo, kot so: steklo, medenina, usnje, guma, keramika, žad, iverne plošče, vlaknene plošče itd.

5. Obdelava pred uporabo brusilnega traku:
Pri uporabi brusilnega traku mora biti smer teka skladna s smerjo, označeno na zadnji strani brusilnega traku, da preprečimo, da bi se brusilni trak med delovanjem zlomil ali vplival na kakovost površine obdelovancev predelovalnega obrata.Pred brušenjem je treba brusilni trak vrteti nekaj minut, brušenje pa začeti, ko brusilni trak deluje normalno.

Brusni trak je treba pred uporabo obesiti, to pomeni, da nepakiran brusilni trak obesite na cev s premerom 100-250 mm in pustite, da visi 2 do 3 dni.Izbira premera cevi je treba določiti glede na velikost zrn brusilnega traku.Pri obešanju mora biti spoj na zgornjem koncu cevi, cev pa mora biti vodoravna.
Čas objave: 3. junij 2019